Polyurethane wheels are ubiquitous in industrial production. They are used in common material handling equipment, construction machinery, mining equipment, rail transit, smart devices, agricultural equipment, and more. However, the production process and techniques for polyurethane wheels involve multiple steps, with each process selection determined by the wheel’s size, application, and performance requirements. Below is a brief analysis of the detailed production process for polyurethane wheels: raw material preparation, mixing, casting/molding, vulcanization/curing, demolding, trimming and post-processing, inspection, and other stages.
I. Raw Material Preparation
Polyurethane materials are not readily available as finished products; they require blending various raw materials. Common ingredients include: isocyanate, polyol, chain extenders and crosslinkers, additives, and wheel cores.
Polyol: Polyester polyol or polyether polyol, which influences wheel hardness, abrasion resistance, and hydrolysis resistance.
Isocyanate: Commonly MDI (Methylenediphenyl diisocyanate) or TDI (Toluene diisocyanate), reacts with polyols to form polyurethane.
Chain Extenders and Crosslinkers: Such as Butanediol (BDO), adjusts material mechanical properties.
Additives: Catalysts (e.g., organotin, amines) to control reaction rate; defoamers and flow agents to improve casting quality; wear-resistant/UV-resistant additives to enhance performance; pigments for wheel coloring, etc.
Wheel Core (Metal or Plastic Core): Used for structural reinforcement, typically requiring pretreatment (cleaning, sandblasting, adhesive coating) to ensure strong bonding with polyurethane.

II. Mixing, Degassing, and Core Treatment
Preheat polyols, chain extenders, additives, etc., then mix proportionally before blending with isocyanate in a high-speed mixer. Different mixing ratios yield distinct polyurethane material properties—hence the diverse formulations used by manufacturers. Specific applications and industries require tailored formulations.
However, after mixing these raw materials, vacuum degassing is essential to prevent bubbles in the final product. Bubbles in the mixture during wheel casting severely impact wheel quality and performance.
Core Preparation:
Wheel cores include cast iron, steel, aluminum, and other hubs. Clean the core and remove surface oil residues to achieve a clean surface and ensure adhesive bonding effectiveness. Sandblast with grit to enhance adhesion. Finally, apply adhesive to the edge surfaces.

III. Casting and Molding
Casting polyurethane wheels requires molds. Each size specification of polyurethane wheel corresponds to a specific casting mold. This means that the greater the variety of polyurethane wheels produced, the more diverse the required molds. For example, YALIDE’s casting workshop houses over 3,000 molds. Before casting, molds must be coated with a release agent (e.g., silicone oil) and preheated to a specific temperature (typically 80-120°C).
For small-batch production of polyurethane wheels, manual casting is generally employed—such as for sample production—to avoid tying up machinery used for mass production. In large-scale production, metered pumps inject the mixture into molds (often using rotary casting machines). If the wheel has a core, it is secured at the mold’s center before or during casting.
IV. Vulcanization and Curing
Polyurethane undergoes a chemical reaction within the mold to form an elastomer. Typical curing temperatures range from 80-120°C, with durations varying from minutes to tens of minutes depending on formulation and wheel size. The curing process generally occurs in two stages:
1. Initial Curing: Basic shaping is completed within the mold. Post-curing: After demolding, the wheel is placed in an oven for further aging (e.g., 4-8 hours at 100°C) to enhance final properties.
Post-curing is the fundamental manufacturing process. After demolding, the wheel is placed in a curing chamber under specified temperature, humidity, and time conditions. Polyurethane properties remain stable and optimal until all chemical reactions are complete.

V. Demolding and Post-Processing
Typically, polyurethane wheels can be demolded 30 minutes after casting, though this does not necessarily indicate full cure. Cure times may vary depending on the polyurethane formulation. If sufficient molds for identical wheels are available, demolding can be delayed until complete cure.
After demolding, remove flash and burrs. Sometimes turning or grinding is required to achieve precise dimensions and balance. After trimming the polyurethane wheel, store it in a balanced, stationary position to prevent deformation. Then perform surface treatment such as polishing or painting (as needed). Conduct a preliminary bonding check to ensure the core is firmly bonded to the polyurethane (e.g., perform a torsion test).
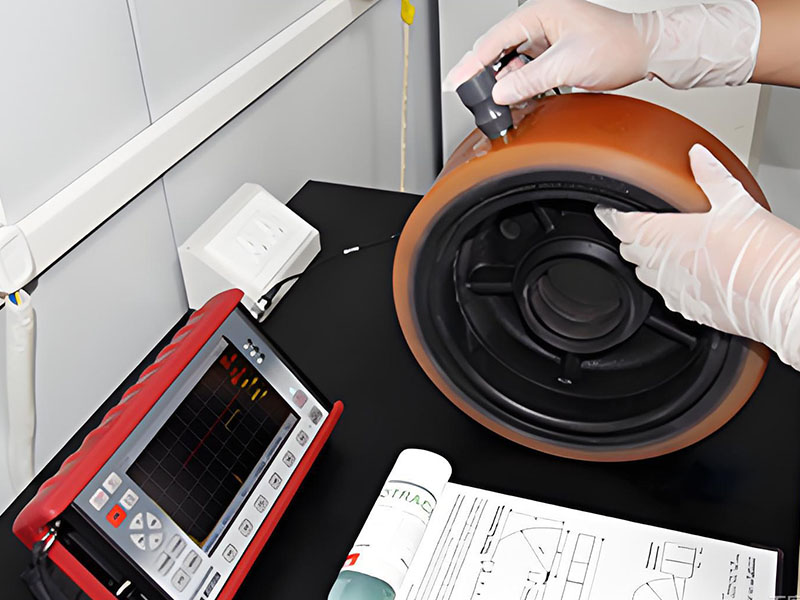
VI. Quality Inspection
Dimensional Accuracy Testing: Inspect wheel diameter, hardness, width, concentricity, etc.
Physical Property Testing: Hardness (Shore A or D), tensile strength, elongation, Akron abrasion.
Dynamic Performance: Load testing, rolling resistance, impact testing.
These tests require specialized equipment such as dynamic fatigue testers, which can also perform endurance testing, obstacle testing, rolling resistance testing, etc. Additional testing equipment includes: hardness testers, wear testers, tear and tensile testers, high/low-temperature chambers, UV/ozone climate chambers, resistance analyzers, NCO analyzers, DMA analyzers, dynamic balancers, electron microscopes, servo-hydraulic testers, servo-hydraulic horizontal wheel testers, ultrasonic flaw detectors, and anti-slip friction testers.
Of course, not all polyurethane wheels require these testing devices. Typically, only wheels with special requirements undergo corresponding tests beyond basic inspection parameters.
Summary
Polyurethane wheels that pass quality inspection are deemed qualified for delivery. Polyurethane wheel production integrates materials science with process control. By adjusting formulations and manufacturing techniques, we meet diverse demands ranging from everyday consumer goods to heavy industrial applications. For detailed process information on specific wheel types, please provide further details regarding the intended application.
To swiftly address customer challenges with specialized polyurethane wheel products, YALIDE leverages material technology and engineering expertise to deliver value-added custom services. We ensure rapid prototyping, small-batch production, and automated mass manufacturing. Custom offerings include material development, wheel design, welded wheel rim construction, tooling production, and testing.
Replacing rubber-based products with polyurethane not only achieves superior wear resistance but also enhances efficiency, reduces costs, and delivers greater economic benefits for customers.



 Monday to Friday 8:00-17:00
Monday to Friday 8:00-17:00 YALIDE >
News Content>Industry News> What is the production process for industrial polyurethane wheels?
YALIDE >
News Content>Industry News> What is the production process for industrial polyurethane wheels? 

 Telephone:
Telephone:  Email:
Email:  whatsApp:
whatsApp: 